

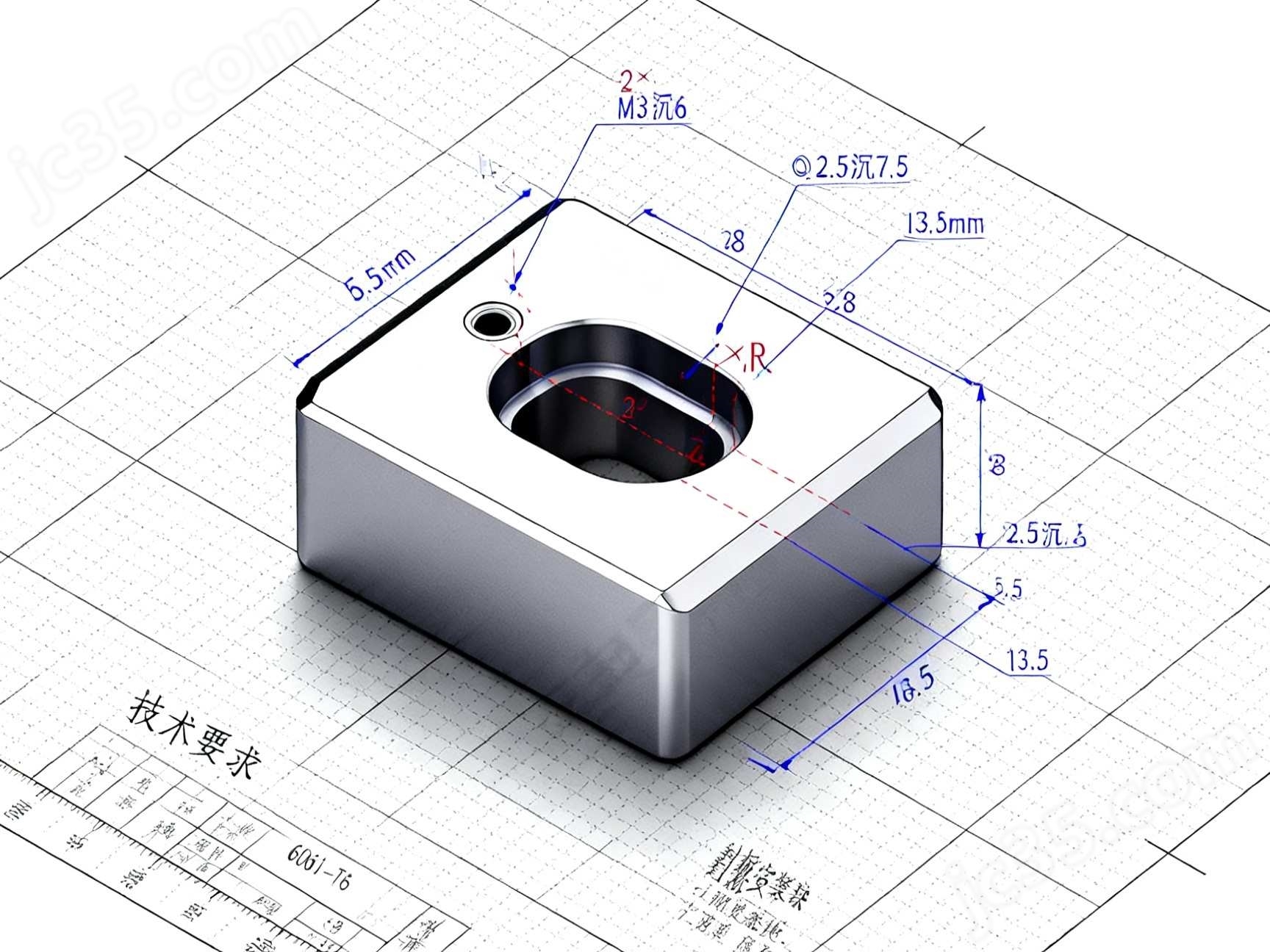

這是一件封板安裝塊,材質6061-T6鋁合金,重量24.39 g,圖紙比例2:1,批量42件。技術要求即為本色陽極氧化處理。
基本參數(依據圖紙標注):
參數 | 數值 |
外形尺寸 | 28×20×18.5 mm |
腰形槽長 | 13.5 mm |
腰形槽寬 | 4 mm(含兩端2×R圓弧) |
腰形槽深 | 約5 mm |
腰形槽位置 | 居中,距一側5.5 mm |
螺紋孔 | M3深6,沉頭Φ2.5深7.5 |
外形倒角 | C2(截面H-H) |
未注圓角/倒角 | R0.2~0.3,C0.5 |
表面處理 | 本色陽極氧化 |
粗糙度 | Ra 6.3(其余) |
尺寸公差標準 | GB/T 1804-2000 m級 |
形位公差標準 | GB/T 1184-1996 K級 |
該零件在半導體設備中承擔封板的安裝固定功能,腰形槽提供安裝位置的調節自由度,M3螺紋孔用于螺釘緊固。本色陽極氧化既提升耐腐蝕性,又保持鋁合金原有銀灰色外觀,是半導體設備結構件的常見表面處理方式。
腰形槽的成型質量。 腰形槽長13.5 mm、寬4 mm,兩端為R圓弧。腰形槽用立銑刀先銑直線段,兩端R圓弧用同徑銑刀走弧線路徑一次成型,保證圓弧與直線段的切線連續,不出現接刀臺階。槽寬4 mm用Φ4 mm銑刀直徑控制,精銑后塞規檢驗槽寬,槽深用深度千分尺逐件復檢。
M3螺紋孔的質量控制。 M3深6,底孔Φ2.5深7.5。6061-T6鋁合金攻M3螺紋屬于常規工藝,但陽極氧化后氧化膜會占據約1~2 μm的尺寸空間,對M3螺紋的影響可以忽略,攻絲后通止規全檢即可。底孔深度7.5 mm保證絲錐不觸底,避免斷刀。
陽極氧化前的表面準備。 陽極氧化對鋁件基材表面狀態敏感。加工完成后需對全件進行充分清潔,去除切削油脂、鋁屑和手指油脂,否則陽極氧化后表面會出現色差或局部不均勻。42件批量送陽極氧化前,對外觀面進行逐件目檢,有劃傷或壓痕的件在氧化前處理,不能把表面缺陷留給氧化工序。
陽極氧化完成后,對關鍵配合尺寸——主要是腰形槽寬和M3螺紋孔——進行復檢,確認氧化膜不影響裝配使用。
42件批量生產,加工階段全檢,確認各項尺寸合格后批量生產,過程中按10%抽檢頻率對關鍵尺寸進行工序間監控。












































